電木金型・電木加工の源流工場、東莞市泽铭公司の公式サイトへようこそ!

電木金型・電木加工の源流工場、東莞市泽铭公司の公式サイトへようこそ!


.jpg)
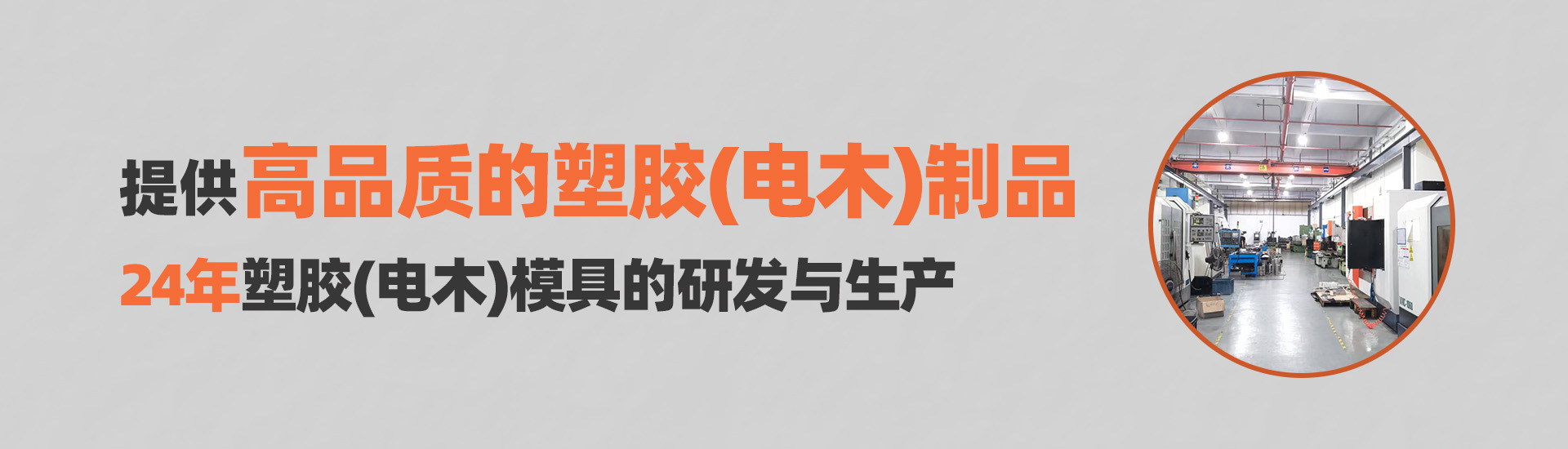
泽铭の製品は国際品質基準を満たしています
金型鋼材はすべて輸入(顧客要件に応じ)、ISO9001:2015認証済/加齢試験実施済みで、金型寿命は50万回以上に達します。

泽铭は高精度検査機器と自動ロボットを保有。2次元・3次元の検査装置で0.01 mm以内の精度管理。

成形後の製品は高温・高圧・断熱・絶縁の各試験を3段階で実施し、顧客要求を完全に満たしてから量産に至ります。

泽铭は設計・開発・生産・販売を一体化し、高品質を確保しながら10色以上を提供し、製品の魅力を向上させます。

お客様による工場実地調査・抜き取り検査を歓迎します
累計900以上の顧客にサービス提供
輸入高精密機器を完備、品質管理を厳格に実施

工場には技術開発部・金型部・熱硬化性成形部・熱可塑性成形部・品質管理部・資材部などを完備
「6S」国際水準の工場管理、複数の日本有名ブランドにより監査済
設計・開発力を備え、カスタム開発に対応。中核開発メンバーは10年以上の経験あり
工場実景を見る
泽铭は完全な製品品質管理システムを保有,ISO9001品質認証取得済
高品質材料の安定した協力工場を複数保有,資材調達の品質とコスト管理を厳格に実行
生産技術者の経験豊富,80%以上が3年以上の実務経験あり
今すぐ相談泽铭は高精度検査装置とロボットを保有
2次元、3次元システムを含む検査設備一式を備え、製品のあらゆる詳細を厳しくチェックします
工場へ行く
販売前:構造設計分析を無料提供
販売中:マンツーマンフォロー、生産状況を随時報告
販売後:専門スタッフが24時間常駐し、8時間以内に解決策を提示
アフターサービス申請2階建・3,000㎡超の6S工場です。見学歓迎

2001年設立。热硬化性・热可塑性金型および注塑成形において20年以上の研究開発・加工経験あり。東莞市黄江鎮龍見田龍順路1号に所在し、交通便利・環境良好・供給鏈完備。100名以上の従業員(技術・品質スタッフ)を有し、「顧客第一・品質至上・継続改善」を理念に、高品質プラスチック製品と専門サービスを提供。皆様との協業を心待ちにしています。
もっと見るマンツーマン対応、生産進行をお手元に
Drawing review
01
Sign a contract
02
Mould design
03
Signing injection design
04
Mold assembly
05
Die trial production
06
Size check
07
Qualified delivery
08
Manufacturing process
09
Injection production
10プラスチックは高分子量合成樹脂を主成分とし、一定の条件下(例えば温度、圧力など)で一定の形状に可塑化でき、常温で形状を維持する材料である。
プラスチックは熱を受けた後の表面の性能によって、熱硬化性プラスチックと熱可塑性プラスチックの2種類に分けることができる。前者の特徴は、一定の温度で、一定の時間加熱、加圧、または硬化剤を添加した後、化学反応が発生して硬化することである。硬化後のプラスチック化学構造は変化し、材質は硬く、溶媒に溶けず、加熱しても軟化せず、温度が高すぎると分解する。後者の特徴は熱を受けると物性変化が発生し、固体が軟化したり溶融したりして粘流体状態になるが、冷却後は硬くなって固体になることができ、しかも過程は何度も繰り返すことができ、プラスチック自体の分子構造は変化しない。
プラスチックはすべて合成樹脂を基本原料とし、フィラー、可塑剤、染料、安定剤などの各種補助材料を加えて構成されている。そのため、異なる品種番号のプラスチックは、樹脂及び補助材料の性能、成分、配合及びプラスチック生産技術が異なるため、その使用及び技術特性もそれぞれ異なる
同じです。この金型を設計するには、使用するプラスチックのプロセス特性を理解する必要があります。
第1節熱硬化性プラスチックの常用熱硬化性プラスチックはフェノール、アミノ(メラミン、尿素アルデヒド)ポリエステル、ポリフタル酸ジプロピレンなどがある。主にプレス成形、押出成形、射出成形に用いられる。シリコーン、エポキシ樹脂などのプラスチックは、現在、主に低圧押出成形パッケージ電子部品及び射出成形などに用いられている。
一、技術特性(一)収縮率プラスチックが金型から取り出して室温まで冷却した後、寸法収縮が発生するこの性能を収縮性と呼ぶ。収縮は樹脂自体の熱膨張冷縮だけでなく、各成形因子にも関係するため、成形後のプラスチックの収縮は成形収縮と呼ばれるべきである。
1、成形収縮の形式成形収縮は主に以下のいくつかの方面に現れている:
(1)プラスチックの線寸法収縮熱膨張冷縮により、プラスチックの離型時の弾性回復、塑性変形などの原因により、プラスチックの離型が室温まで冷却された後、その寸法が縮小したため、キャビティ設計時に補償を考慮しなければならない。
(2)収縮方向性成形時に分子が方向に配列され、プラスチックが異方性を呈し、流れ方向(すなわち平行方向)に沿って収縮が大きく、強度が高く、流れと直角方向(すなわち垂直方向)に沿って収縮が小さく、強度が低い。また、成形時にはプラスチックの各部位の密度及びフィラーの分布が均一ではないため、収縮も均一ではない。収縮差が生じることで、プラスチックは反り、変形、ひび割れが発生しやすくなり、特に押出成形及び射出成形時には方向性がより顕著になる。そのため、金型設計時に収縮方向性を考慮して、プラスチック形状、流料方向によって収縮率を選択するのが望ましい。
(3)後収縮プラスチック成形時、成形圧力、せん断応力、異方性、密度不均一、フィラー分布不均一、型温不均一、硬化不均一、塑性変形などの要素の影響を受けて、一連の応力の作用を引き起こし、粘流状態時にすべて消失することができないため、プラスチックは応力状態で成形時に残留応力が存在する。離型後に応力の平衡化及び貯蔵条件の影響により、残留応力を変化させてプラスチックを再収縮させることを後収縮と呼ぶ。一般的にプラスチックは離型後10時間以内に最も変化し、24時間後に基本的に定型化されるが、最後に安定するには30〜60日かかる。通常、熱可塑性プラスチックの後収縮は熱硬化性より大きく、押出及び射出成形は押出成形より大きい。
(4)後処理の収縮時には、成形後に熱処理を行う必要があり、処理後にも成形品のサイズが変化することがある。したがって、金型設計時に高精度プラスチックに対しては、後収縮及び後処理収縮の誤差を考慮して補償しなければならない。2、収縮率計算プラスチック成形収縮は、式(1−1)及び式(1−2)に示すように収縮率で表すことができる。
(1−1)Q実=(a−b)/b×100(1−2)Q計=(c−b)/b×100
式中:Q実―実収縮率(%)
Q計-収縮率(%)を計算する
a-成形温度におけるプラスチックの一方向寸法(mm)
b-プラスチックの室温における一方向寸法(mm)
c-金型の室温での一方向寸法(mm)
実際の収縮率はプラスチックが実際に発生した収縮を表し、その値は計算収縮との差が小さいため、金型設計時にQ計を設計パラメータとしてキャビティ及びコアサイズを計算する。3、収縮率の変化に影響する要素実際の成形時に異なる品種のプラスチックの収縮率がそれぞれ異なるだけでなく、異なるロットの同種のプラスチックまたは同一のプラスチックの異なる部位の収縮値も常に異なり、収縮率の変化に影響する主要な要素は以下のいくつかの方面がある。
(1)プラスチック品種の各種プラスチックはそれぞれ収縮範囲があり、同種のプラスチックはフィラー、分子量及び配合比などが異なるため、収縮率及び異方性も異なる。
(2)プラスチック特性プラスチックの形状、寸法、肉厚、インサートの有無、インサートの数及びレイアウトは収縮率の大きさにも大きな影響を与える。
(3)金型構造金型の型分離面及び加圧方向、注型システムの形式、配置及び寸法は収縮率及び方向性に対する影響も大きく、特に押出及び射出成形時に顕著である。
(4)成形プロセスの押出成形、射出成形プロセスは一般的に収縮率が大きく、方向性が明らかである。予熱状況、成形温度、成形圧力、保持時間、充填剤形態及び硬化均一性は収縮率及び方向性に影響を与える。
上記のように金型を設計する際には、各種プラスチックの説明書に記載されている収縮率範囲に基づいて、プラスチックの形状、寸法、肉厚、インサートの有無、離型面及び加圧成形方向、金型構造及び供給口形式の寸法と位置、成形プロセスなどの諸要素に基づいて総合的に選択収縮率値を考慮しなければならない。押出成形または射出成形の場合、成形品の各部位の形状、寸法、肉厚などの特徴に応じて異なる収縮率を選択する必要がある。
また、成形収縮は各成形要素の影響も受けるが、主にプラスチック品種、プラスチック形状及び寸法に決定される。したがって、成形時に各成形条件を調整することも、成形品の収縮状況を適切に変更することができる。
(二)流動性
プラスチックが一定の温度と圧力でキャビティを充填する能力を流動性と呼ぶ。これは金型設計時に考慮しなければならない重要なプロセスパラメータです。流動性が大きいと溢液が多すぎ、充填キャビティが密ではなく、プラスチック組織が緩く、樹脂、充填剤が分岐して集積し、型にくっつきやすく、型から外れやすく、整理が困難で、硬化が早すぎるなどの弊害を引き起こしやすい。しかし、流動性が小さいと充填が不足し、成形しにくく、成形圧力が大きい。そのため、プラスチックを選択する流動性はプラスチックの要求、成形技術及び成形条件に適応しなければならない。金型の設計時には、流動性能に基づいて注型システム、分離面及び供給方向などを考慮しなければならない。熱硬化性プラスチックの流動性は、一般的にはラシガーの流動性(ミリメータ)で表される。数値が大きいと流動性が良く、各品種のプラスチックは通常3つの異なる等級の流動性に分けて、異なるプラスチック部品と成形技術の選択に供する。一般的にプラスチックの面積が大きく、インサートが多く、コア及びインサートが弱く、狭い深溝及び薄肉の複雑な形状が充填に不利な場合、流動性の良いプラスチックを採用すべきである。押出成形時にはラシガー流動性150 mm以上のプラスチックを選択し、射出成形時にはラシガー流動性200 mm以上のプラスチックを使用しなければならない。各ロットのプラスチックに同じ流動性があることを保証するために、実際によく使われ、ロット方法で調節され、つまり同じ品種で流動性が異なるプラスチックを配合し、各ロットのプラスチックの流動性を互いに補償し、プラスチックの品質を保証する。一般的なプラスチックのラジーク流動性値は表1-1を参照してくださいが、プラスチックの注動性はプラスチック品種に決定されるほか、キャビティを充填する際にも様々な要因の影響を受けてプラスチックの実際のキャビティを充填する能力が変化することを指摘しなければなりません。例えば、粒度が細かく均一で(特に円形ペレット)、湿度が高く、水分と揮発物が多く、予熱と成形条件が適切で、金型表面の清浄度が良く、金型構造が適切であるなどは流動性の改善に有利である。逆に、予熱または成形条件が不良、金型構造不良の流動抵抗が大きい、またはプラスチックの貯蔵期間が長すぎ、期限超過、貯蔵温度が高い(特にアミノプラスチック)などは、プラスチックがキャビティを充填する際の実際の流動性能の低下を招き、充填不良を引き起こす。
(三)比容積及び圧縮率
比容積はプラスチック1グラム当たりの体積(センチメートル3/グラム)である。圧縮率は、塑性粉末と塑性部材の両方の体積または比容積の比である(その値は1より常に大きい)。これらはいずれも、ダイ充填室の大きさを決定するために使用することができる。その数値が大きいと、供給室の体積が大きくなることが要求されると同時に、塑粉内の空気充填が多く、排気が困難で、成形周期が長く、生産性が低いことを説明した。比容が小さいと逆になり、しかもインゴットを圧着し、プレスするのに有利である。各種プラスチックの詳細は表1-1を参照。しかし、比容積値もプラスチックの粒度の大きさと粒子の不均一性によって誤差があることが多い。
(四)硬化特性
熱硬化性プラスチックは成形過程中に加熱受圧下で可塑性粘流状態に転換し、それに伴い流動性が充填型キャビティを増大し、同時に縮合反応が発生し、架橋密度が絶えず増加し、流動性が急速に低下し、融材が徐々に硬化する。金型設計時に硬化速度が速く、流動状態が短い材料を保持する場合は、材料の装填が容易であること、インサートの着脱及び合理的な成形条件と操作の選択などに注意しなければならない。
硬化速度は一般的に保持時間から分析することができ、プラスチック品種、肉厚、プラスチック形状、型温度と関係がある。しかし、他の要因によっても変化し、特に予熱状態と関係があり、適切な予熱はプラスチックが最大の流動性を発揮できるような条件下で、できるだけその硬化速度を高めるべきで、一般的に予熱温度が高く、時間が長い(許容範囲内)と硬化速度が速くなり、特に予圧インゴット素材が高周波予熱を受けると硬化速度が顕著に速くなる。
また、成形温度が高く、加圧時間が長いと硬化速度も増加する。そのため、硬化速度も予熱や成形条件を調整して適切に制御することができる。
硬化速度は成形方法の要求にも適合しなければならず、例射出、押出成形時には可塑化、充填時に化学反応が遅く、硬化が遅く、比較的長い時間の流動状態を維持すべきであるが、キャビティを満たした後に高温、高圧下で急速に硬化すべきである。
(五)水分及び揮発物含有量
各種プラスチックには異なる程度の水分、揮発物含有量が含まれ、多すぎると流動性が増大し、材料が溢れやすく、保持時間が長く、収縮が増大し、波紋、反りなどの弊害が発生しやすく、プラスチックの電気機械性能に影響を与える。しかし、プラスチックが乾燥しすぎると流動性不良の成形が困難になることもあるので、異なるプラスチックは要求通りに予熱乾燥を行い、吸湿性の強い材料、特に湿気の季節に予熱後の材料でも再吸湿を防止しなければならない。
各種プラスチックには異なる成分の水分と揮発物が含まれているため、同時に縮合反応時に縮合水分が発生する必要があり、これらの成分は成形時にガス排出型の外になる必要があり、あるガスは金型に腐食作用があり、人体にも刺激作用がある。そのため、金型設計時に各種プラスチックのこのような特性を理解し、予熱、金型クロムめっき、排気槽を開けたり、成形時に排気工程を設けるなどの対応措置をとる。
二、成形特性
金型設計では、使用するプラスチックの成形特性及び成形時のプロセス特性を把握しなければならない。
1、プロセス特性常用熱硬化性プラスチックプロセス特性は表1-1参照
2、成形特性常用熱硬化性プラスチック成形特性を表1-2に示す。各種プラスチック成形特性は各プラスチック品種と関係があるほか、含有するフィラー品種と粒度及び粒子均一性とも関係がある。細材は流動性が良いが、予熱が均一になりにくく、空気を入れると排出しにくく、伝熱不良、成形時間が長い。
粗プラスチックは光沢がなく、表面ムラが発生しやすい。太すぎ、細すぎは、比容積及び圧縮率、金型供給室容積にも直接影響する。粒子が均一でないと成形性が悪く、硬化が均一ではなく、同時に容量法による添加は適切ではない
広東プラスチック金型工場における熱流路システムの応用に関する注意事項
プラスチック金型の設計と製造において、一部の金型は熱流路システムを使用する必要があり、流路を使用する際に注意する必要があることは何ですか。
広東プラスチック金型工場における熱流路システムの応用に関する注意事項
1.チャネルは外部加熱によって加熱され、設計からホットスポットを除去することを考慮する(例えば、4つのヒータが流れチャネルの周囲に対称に配置される)。
2.マニホールドを正確に加熱するために、少なくとも50ワット/立方インチの鋼を使用して、ヒータはマニホールド上に均一に分布している。
3.マニホールドチャネルは、少なくとも0.50インチ(12.7 mm)である。大きな部品と長い流れの長さの作成には、より大きな直径が必要です。
4.各通路は流線として設計すべきで、材料のサスペンションと分解の死角がない。角にボスプラグがあります。
5.温度一致性を維持するために、電圧比例温度制御を使用することを提案する。
6.注ぎ口は短くてまっすぐで、6インチの長さの注ぎ口を超え、2つの温度制御ゾーンを設置する。
7.マニホールド分割継手及び打ち抜きノズルはクランプ鋼板と適切に絶縁される。両者の間には0.03インチ(0.79 mm)の空気隙間があり、金属面の接続を減らし、ステンレス鋼またはチタンでガスケットを支持している。
8.注入管には外部ヒータがあり、少なくとも金型孔に到達または超過している。
9.各注入口には個別のシールリングコントローラがある。
10.マニホールド及び打ち抜き管の樹脂溶融温度は管の溶融温度と同じである。
11.保温材流路システムは工事用熱可塑性プラスチックには適用されない。
12.ULTEM樹脂の場合、固有の金型領域は製造中に縞模様を生じるので、どのような特殊なバルブゲート熱流路システムを使用する必要があるかを知る必要がある。
広東プラスチック金型工場の金型温度制御
プラスチック金型工場の生産過程において、コアとキャビティの表面温度を適切に制御することは部品の生産にとって極めて重要である。次に、Iがプラスチック金型の温度をどのように制御するかを見てみましょう。
金型の半分の温度を独立して制御するためには、通常、2つの領域または個別のコントローラが必要です。サイクル時間を延長し、部品の公差を効果的に制御するためには、統一された金型温度制御が重要である。大型中空または中空コアについては、通常、鋼の温度差を20 f(-7 c)以下に保ち、小型部品を5 f(-15 c)以下に保つことが推奨されています。制御が厳しいほど、加工の自由度も大きくなります。12.7 mm(1/2インチ)以上の冷却通路、38 ~ 50.8 mm(1-1/2インチ~ 2インチ)、中空とコア表面の1/2インチに比べて。正確な温度調節により金型表面が均一に加熱される。金型表面の大きな温度差は冷却速度の違いをもたらし、製作物の射出応力をもたらす。同様の理由から、コアとキャビティの温度差は通常40 F(22 C)を超えない。
東莞プラスチック金型は、乱れた形状を持ち、素材の膨張力を受けるコンパクトなツールです。そのため、構造強度、剛性、一般硬度、一般粗さと加工精度に高い要求がある。東莞プラスチック金型の増加は機械製造の程度の重要な標識の一つであり、周期が長く、加工コストが高い(特にコンパクトで乱れたプラスチック金型や大型プラスチック金型の製造加工コスト)。
東莞プラスチック金型は長期的に運転した後、研磨が鋭利で、鋭利な刃は磁化できず、そうしないと閉塞しやすい。プラスチック金型経営企業は詳細な記録をしっかりと行い、その操作、メンテナンス(潤滑、清潔、防錆)及び環境破壊を統計し、損傷した部品及び摩耗の程度に基づいて資料を提供し、調査と使用のために提供しなければならない。製品に使用されるプラスチック金型と材料のデータと成形プロセスパラメータは、プラスチック金型の試運転時間を短縮し、交差生産効率を高める。
組み合わせ式東莞プラスチック金型は圧縮成形、押出成形、射出成形、ブロー成形及び低発泡からなる。プラスチック金型は、主にダイ底板に結合されたキャビティと、ダイアセンブリとダイに結合されたタブとを含む。ダイは可変コアのパンチ型であり、パンチ組合せ底板、パンチ部、パンチ組合せ係止板、キャビティ切断部とサイドカット組合せ板からなる。
パンチ、ダイ、補助成形システムの調和のとれた変化は、一連の異なる形状とサイズのプラスチック部品を加工することができる。プラスチック加工業では、プラスチック成形機と組み合わせて使用し、プラスチック製品に完全な設備と工具を提供する。プラスチックと加工方法の多様性、プラスチック成形機とプラスチック製品の構造の乱れが簡単なため、東莞のプラスチック金型の種類と構造も多種多様である。
広東プラスチック金型鋼の選択、プラスチック金型には「汎用」鋳鋼はないが、P-20鋼は工業上の多目的鋼とされている。P-20鋼というRC 30-32状態に予備硬化した鋼は非常に硬いが、加工もかなり容易であることを紹介します。キャビティの大きさが12×12×12インチを超える場合、考慮する必要があるP-20鋼は金型周期が500である。
広東プラスチック金型鋼の選択と紹介
プラスチック金型鋼金型を製造するには、スライダ、リフト、その他の斜めピン、および移動部品が必要です。摩耗や高粘着摩耗を低減するために、さまざまな合金や硬度の鋼を使用することをお勧めします。大型プラスチック金型鋼金型を製造するための一般的な方法は、RC 50−52硬度まで熱処理されたH−13鋼スライダまたはエレベータを使用するか、RC 55−RC 58の範囲内で硬度の部分摩擦鋼表面を使用することである。
広東プラスチック金型鋼の正しいゲート位置
デザイナーはプラスチック製品の設計計算だけでなく、金型のゲート設計にも特に注意しなければならない。正しいゲートシステムとメインストリームの数と位置を選択してください。ゲートのタイプや位置が異なると、製品の品質に大きな影響を与えます。
ゲート位置の選択により、プラスチック製品の次の特性が決まります。
1.充填動作である、
2.製品の寸法(公差)である、
3.収縮動作、ねじれ、
4.機械の性能レベルである、
5.は表面品質(外観)である。
設計者が間違ったゲートを選択した場合、成形時に加工パラメータを最適化する際に結果を修正することはほとんどありません。そのため、設計エンジニアはゲート位置を十分に考慮している。
広東プラスチック金型鋼の試験金型は何ですか。
実験金型は軟型、低コスト金型とも呼ばれ、市長/市場調査、製造組立要求、寸法関連の重要な性能に合致する予備部材を提供する。これは、デザイナーに一般的ではない機能を評価する機会を提供します。すべての鋳造とめっき加工には本来複製可能な広東プラスチック金型が必要であり、広東プラスチック金型の品質と耐久性は加工過程に依存する。
広東プラスチック金型鋼の生産量は100個未満で、他の金型はいくつかに達することができる。どの方法を使用するかによって、プロジェクトのコストと時間が決まります。広東プラスチック金型鋼ではいくつかの重要な金型資料を得ることができ、今後正式に金型の生産に使用することができる。しかし、広東プラスチック金型鋼の熱性能やその他の特性は生産金型と異なることが多いため、実際の生産状況と完全に一致する加工パラメータや製造性能は期待できない。
皆さんは今プラスチック金型で金型をテストしているのを知っていますか。以上の内容が皆さんの役に立つことを願っています。
射出成形工場での射出成形は、特定の形状の複雑な部品を大量に生産する際に使用される加工方法である。特に、加熱溶融した材料を高圧から金型キャビティに射出し、冷却凝固することにより成形品を得ることを指す。
射出成形工場の温度はどのように調節しますか。
1、射出成形工場の温度射出成形過程において制御する必要がある温度、ノズル温度、金型温度など。最初の2つの温度は主にプラスチックの可塑化と流動に影響し、次の温度は主にプラスチックの流動と冷却に影響する。プラスチックごとに異なる流動温度があります。同一プラスチックの出所や商標が異なるため、流動温度と分解温度が異なる。これは平均分子量と分子量分布が異なるためである。プラスチックは注射器のタイプによって可塑化過程が異なり、選択温度も異なる。2、ノズル温度3360ノズル温度は通常温度よりやや低く、これは直通ノズルに溶融材料の「よだれ現象」が発生する可能性を防止するためである。ノズル温度も低くしすぎてはいけません。そうしないと、溶融体の早期凝固によりノズルが詰まるか、早期凝集体が金型キャビティ内に注入され、製品の性能に影響を与える。3、金型温度3360金型温度は製品の内在性能と外観品質に大きな影響を与える。金型温度の高低はプラスチック結晶の有無、製品の大きさと構造、性能要求とその他のプロセス条件(溶融温度、射出速度と射出圧力、成形周期など)に依存する。
射出成形工場の圧力はどのように制御しますか。
射出成形工場の射出成形過程における圧力には可塑化圧力と射出圧力が含まれ、プラスチックの可塑化と製品品質に直接影響する。
1、可塑化圧力(背圧)スクリュー型シリンジを使用する場合、スクリュー頂部溶融材がスクリューを後方回転させたときに受ける圧力を可塑化圧力(背圧とも呼ばれる)と呼ぶ。この圧力の大きさは、油圧システムのリリーフバルブによって調整することができる。射出中の可塑化圧力の大きさは、ネジの設計、製品品質要求、プラスチックの種類に応じて変化しなければならない。この場合もスクリューの回転速度も変わらないと、可塑化圧力を増加するとせん断作用が高まり、溶融体の温度が上昇するが、可塑化の効率が低下し、逆流と流出が増加し、駆動力が増加する。
また、可塑化圧力を高めると溶融体の温度が均一になり、色調が均一に混合され、溶融体中のガスが排出される。一般的な作業では、可塑化圧力の測定は製品の品質が優れていることを前提にして、低いほど良い。具体的な数字は使用するプラスチックの種類によって異なりますが、通常は20 kg/cm 2を超えることはめったにありません。
2、射出圧力:現在生産中、ほとんどの射出機械の射出圧力はピストンまたはネジ上部プラスチックによる圧力(ユーロ圧力に変換)を基礎としている。射出成形における射出圧力の役割は、キャビティへのプラスチックの流れ抵抗を克服し、溶融体を充填する速度を提供し、溶融体を圧縮することである。
射出成形加工プラスチック金型はコンパクトな工具で、形状が乱れており、素材の膨張力を受けている。そのため、構造強度、剛性、一般硬度、一般粗さ、加工精度に高い要求がある。射出成形加工プラスチック金型の増加は機械製造の重要な標識の一つであり、周期が長く、加工コストが高く、特にコンパクトで乱れたプラスチック金型または大型プラスチック金型の製造加工コストである。
射出成形加工:プラスチック金型は主にどんな工具を使いますか
長期操作後、プラスチック金型は鋭くなり、鋭利なブレードの消磁は磁化できず、そうしないと閉塞しやすい。プラスチック金型企業は詳細な記録を行い、その操作、メンテナンス(潤滑、洗浄、防錆)と環境の破壊状況を統計し、損傷部位と摩耗程度に基づいて情報を提供し、検索と使用のために使用しなければならない。プラスチック金型と製品に使用される材料のデータ及び成形プロセスパラメータはプラスチック金型の試運転時間を短縮し、交差生産効率を高めることができる。
複合プラスチック金型は、圧縮成形、押出成形、射出成形、ブロー成形、低発泡からなる。プラスチック金型は、主にダイ底板に結合されたキャビティと、ダイアセンブリとダイに結合されたクランプとを含む。ダイは可変コアパンチであり、パンチ組合せ底板、パンチ部材、パンチ組合せクランプ板、キャビティ切削部材及びサイド切削組合せ板からなる。
パンチ、金型、補助成形システムの協調的な変化により、さまざまな形状とサイズのプラスチック部品を加工することができます。プラスチック加工業界では、プラスチック成形機と組み合わせて使用され、プラスチック製品に完全な設備とツールを提供しています。プラスチックと加工方法の多様性、プラスチック成形機とプラスチック製品の乱れと簡単な構造のため、東莞にはさまざまなタイプと構造のプラスチック金型があります
射出成形加工:プラスチック金型加工における注意事項
1.生産したプラスチック金型は顧客の基準に符合し、図面のあるものは厳格に図面の要求に従って生産し、射出成形金型の加工精度はできるだけ向上し、顧客をより満足させなければならない。
2.顧客の生産要求をタイムリーに完成し、納品を遅延しないように注意する。代わりに、迅速な応答、迅速な生産、迅速な配送を可能な限り実現する必要があります。
3.プラスチック金型の保守、特に金型ブランクの外面の保守、欠陥、ほこり、さびなどがないことに注意する。そして清潔を保つ。
4.プラスチック金型の加工が完了したら、プラスチック金型のメンテナンスに注意する。金型の表面は清潔で、清潔に保たれています。
5.プラスチック金型の引渡し検収時に、標準プロセスと関連検収表に従って項目ごとに検収する。検査に合格してから、金型を包装して取り外します。
6.すべてのプラスチック金型は製造時にその材料を明らかにしている。材料品質証明リストがあり、一部の特殊材料には関連加工パラメータの報告が必要である。硬質脳膜の中には熱処理の報告がある場合、射出成形金型の加工過程は倍になる。
7.プラスチック金型中の内膜または金型部品は加工中に厳格に生産技術に従い、許可されていない限り溶接または研磨してはならない。
8.プラスチック金型製品周辺の適切な位置に排気溝を追加し、排気溝の規格は金型設計者の要求と基準に厳格に従うべきである。
9.プラスチック金型に文字を彫る必要がある場合は、すべての文字が整然として正しいことを保証し、歪んではいけない。
製造業の金型に対する品質要求、精密化要求、曲面の複雑さ要求の方面の要求がますます高くなるにつれて、各大東莞プラスチック金型工場は自分の金型デザイナーに対してももっと高い要求を持ってきた。このような背景の下で、金型デザイナーたちは金型設計トレーニングコースに参加する必要があり、特にUG金型設計の普及とUGソフトウェアの更新に伴い、金型デザイナーたちはUG金型設計トレーニングコースに参加する必要がある。
一方、金型設計者は自社の金型工場の要求を受けて、より競争力のあるプラスチック金型を設計し、さまざまな顧客のさまざまな形態のプラスチック金型に対する需要を満たすために、自分の金型設計能力を高める方法を考えなければならない。
一方、金型デザイナーも絶えず自分を充実させてこそ、プラスチック金型の設計レベルを高めることができ、さらに精密化され、品質がより良く、曲面の複雑さが顧客の要求に合致するプラスチック金型を設計することができる。
一方、金型設計業界の発展に伴い、金型デザイナーは努力して勉強しなければ、業界競争の中で生存空間を見つけるのは難しく、淘汰は遅かれ早かれである。
だから、お客様の要求に対しても、プラスチック金型工場の要求に対しても、自分を高めるためにも、金型デザイナーたちは積極的にUG金型トレーニングコースに参加しなければならない。(守護倫)
プレス金型にはさまざまな形式があり、自動車金型メーカーはそれらを分類する方法を教えてくれます。プレス金型も作業特性、金型構造、金型材料に基づいて分類される。
一.自動車金型メーカーはプロセスの組み合わせの程度によって分類する
A.単工程プレス:プレスの1ストローク中に1つのプレス工程だけを完成するプレス。
複合型:プレスの1ストロークの中で、1つのステーションと2つ以上のプレス工程が同じステーションで完成した金型しかありません。
C.段送り型(連続型とも呼ばれる):ブランク送り方向に2つ以上のステーションを有する金型であって、この金型では、プレスの1つのストロークにおいて、2つ以上のプレス工程が異なるステーションで相次いで完成する。
二、自動車金型メーカーの金型製品の加工方法による分類
加工方法によって、金型は5つの種類に分けることができます:プレスとせん断金型、曲げ金型、延伸金型、成形金型と圧縮金型。
A.穴あけとせん断型:作業はせん断作用によって完成し、よく使われる形式は切断型、材料抜き型、穴あけ型、縁切り型、整辺型、引抜き型と穴あけ型である。
B.曲げ金型:平地は角形に曲げられている。部品の形状、精度、生産性に応じて、通常の曲げ金型、カム曲げ金型、縁取り金型、円弧曲げ金型、曲げプレス金型、ねじれ金型など、さまざまなタイプの金型があります。
C.延伸型:延伸型は平地を底部のある継ぎ目のない容器にする。
D.成形型:膨張型、ロールエッジ成形型、縮口成形型、穴フランジ成形型、丸エッジ成形型を含む、様々な局所変形方法を用いてブランク形状を変更する。
E.プレス型:強い圧力を利用して金属ブランクを流動させ、必要な形状に変形させ、そのタイプはプレス型、エンボス型、プレス型、端型を含む。
プラスチック金型とは、圧縮成形、押出成形、射出、ブロー成形、低発泡成形のための組立式プラスチック金型の略称である。主に凹型組合せ基板、凹型組合せ基板と凹型組合せ、チャック板からなる可変空洞を有する凹型、凸型組合せ基板、凸型組合せ基板、凸型組合せチャック、空洞切断ユニットとサイドカット組合せ板からなる凸型、凹型及び補助成形システムの調和変化により、異なる形状、異なるサイズのシリーズ成形品を加工することができる。プラスチックの性能を改善するために、ポリマーに充填剤、可塑剤、潤滑剤、安定剤、着色剤などの各種補助材料を添加し、性能の良いプラスチックにする。
1、合成樹脂はプラスチックの主要な成分であり、プラスチック中の含有量は一般的に40%~ 100%である。含有量が高く、樹脂の性質がプラスチックの性質を決めることが多いため、樹脂はプラスチックの同義語とされることが多い。例えば、ポリ塩化ビニル樹脂とポリ塩化ビニルプラスチック、フェノール樹脂とフェノールプラスチックとを混同する。実は樹脂とプラスチックは2つの異なる概念です。
樹脂は未加工の原始ポリマーであり、プラスチックの製造だけでなく、塗料、接着剤、合成繊維の原料でもある。一方、プラスチックは樹脂100%を一部に含むことが少ないほか、ほとんどのプラスチックは主成分の樹脂以外にも他の物質を加える必要がある。
2、フィラーフィラーフィラーフィラーはフィラーとも呼ばれ、プラスチックの強度と耐熱性能を高め、コストを下げることができる。例えば、フェノール樹脂に木粉を添加することでコストを大幅に削減でき、フェノールプラスチックを最も安価なプラスチックの1つにするとともに、機械的強度を明らかに高めることができる。フィラーは有機フィラーと無機フィラーの2種類があり、前者は木粉、砕布、紙、各種紡績繊維などがあり、後者はガラス繊維、珪藻土、石綿、カーボンブラックなどがある。
3、可塑剤はプラスチックの可塑性と柔軟性を増加し、脆性を低下させ、プラスチックの加工成形を容易にする。可塑剤は一般的に樹脂と混合し、無毒、無臭、耐熱安定の高沸点有機化合物であり、フタル酸エステル類はよく用いられる。例えば、ポリ塩化ビニルプラスチックを製造する場合、可塑剤を多く添加すると軟質ポリ塩化ビニルプラスチックを得ることができるが、可塑剤を添加しない場合や添加量を減らす場合。
4、安定剤は合成樹脂が加工と使用中に光と熱の作用を受けて分解と破壊を受け、寿命を延ばすことを防止するために、プラスチックに安定剤を添加する。ステアリン酸塩、エポキシ樹脂などがよく使われている。
5、着色剤はプラスチックに様々な鮮やかで美しい色を持たせることができる。着色剤としては、有機染料や無機顔料がよく用いられる。
6、潤滑剤の作用は成形時にプラスチックが金型に付着するのを防止し、同時にプラスチック表面を滑らかにする美観である。よく使われる潤滑剤にはステアリン酸及びカルシウムマグネシウム塩などがある。プラスチックには、上記助剤のほか、難燃剤、発泡剤、帯電防止剤などを添加することができる。
広東プラスチック金型成形は複雑な形状の部品を量産する際に用いられる加工方法である。具体的な原理は、射出成形機のスクリューを用いて高圧を推進し、熱で溶融したプラスチック材料をプラスチック金型のチャンバに入れ、冷却固化した後、プラスチック成形品を得ることである。
以上紹介したのは広東プラスチック金型の構造と組成であり、プラスチック金型は可動型と固定型の2つの部分から構成され、可動型は射出成形機の移動型に取り付けられ、固定型は射出成形機の固定型に取り付けられている。射出成形時に可動型と固定型が閉じ、注型システムとキャビティを構成し、開型時に可動型と固定型が分離し、プラスチック製品を取り出す。
熱流路は射出成形生産に不可欠なものとなっている。プラスチック加工企業にとって、製品の成形に適した熱流路を選択し、熱流路の正しい使用方法を把握することが熱流路から利益を得る鍵である。
熱流路(HRS)は湯口とも呼ばれ、硬化した水口を溶融した水口に変える。その組成は比較的簡単で、東莞プラスチック金型は主に分流板、熱ノズル、温度制御器などを含む。その中で、分流板は形状によって工形、x形、y形、t形、口形及びその他の特殊な形状に分けることができ、熱ノズルは形状によって大水口、先端ノズル、針弁ノズルに分けられる、温度制御器は温度調節方式によって鐘芯式、カセット式、コンピュータ集中制御式に分けられる。
東莞プラスチック金型加工において、熱流路は金型と結合して使用され、非常に重要な役割を果たしている。例えば、携帯電話の電池蓋などの超薄型部品の射出生産において、熱流路を使用することにより高精度、高品質の製品を容易に生産できる流動性の悪い射出原料、例えばLCPに対して、原料の流動性を明らかに改善することができ、射出生産の円滑な進行を保証することができ、自動車バンパー、ドアパネル、テレビリアケース、エアコンケースなどの大型射出成形製品に対して、熱流路を使用することにより非常に困難な射出成形を簡単にすることができる。
多型キャビティ金型射出成形では、熱流路が不足すると成形できない。熱流路は流路のバランスを確保する技術といえる。プラスチック対流路にはせん断力があるため、金型がどれだけ合理的な幾何バランスを持っていても、成形された製品の重量は一致しにくい。特に、多キャビティ金型の場合、熱流路を使用しないと、成形された製品の外側は内側よりも軽くなります。
プラスチック加工企業にとって、一定量の射出成形生産があれば、熱流路を使用するのはかなり経済的である。これは、熱流路が企業の射出成形生産による水口の除去を支援するためである。ほとんどの場合、水口は再使用できません。水口の重量と製品の重量の差が多くない場合があり、従来の水口注射方式を採用すれば、製品に使用されている原料と同じように不要な原料があることを意味する。熱流路を使用することで、原料の30%~ 50%を節約できると推定されている。
また、熱流路は金型の摩耗を減らし、金型の寿命を延ばすのにも役立つ。一般的に、熱流路金型の寿命は細水口金型の2倍である。
熱流路の構造は比較的簡単であるが、その各構成部分は重要な役割を果たしている。一般的に、品質の良い熱流路は構造の設計と材料に高い要求があります。尖鋭熱流路については、使用するヒーターや感温線はすべて韓国から輸入され、使用する鋼材はすべて日本の輸入材料であり、これらは熱流路の品質を確保するための前提条件である。熱流路供給業者はまた、顧客のプラスチック製品と使用する金型の状況に応じて、顧客が適切な熱流路システムを設計し、設置するのを支援しなければならない。
ドアパネルにPP材料を使用する場合、通常はy形分流板と3つの熱ノズルの3点熱流路を採用すればよく、この方案は製品の成形品質を保証する上で、製造コストを大幅に削減した、ドアパネルに防火ABS材料を使用する場合、製品のスムーズな成形を確保するためには、特殊な分流板と5つの熱ノズルの5つの熱流路を使用する必要があります。
以上紹介したのは東莞プラスチック金型設計における熱流路の役割で、もっと知りたければ、いつでも連絡してください!

プラスチックは高分子量合成樹脂を主成分とし、一定の条件下(例えば温度、圧力など)で一定の形状に可塑化...
プラスチックは高分子量合成樹脂を主成分と...

広東プラスチック金型工場における熱流路システムの応用に関する注意事項プラスチック金型の設計と製造にお...
広東プラスチック金型工場における熱流路シ...

東莞プラスチック金型は、乱れた形状を持ち、素材の膨張力を受けるコンパクトなツールです。そのため、構造...
東莞プラスチック金型は、乱れた形状を持ち...

広東プラスチック金型鋼の選択、プラスチック金型には「汎用」鋳鋼はないが、P-20鋼は工業上の多目的鋼...
広東プラスチック金型鋼の選択、プラスチッ...

射出成形工場での射出成形は、特定の形状の複雑な部品を大量に生産する際に使用される加工方法である。特に...
射出成形工場での射出成形は、特定の形状の...
射出成形加工プラスチック金型はコンパクトな工具で、形状が乱れており、素材の膨張力を受けている。そのた...
射出成形加工プラスチック金型はコンパクト...

製造業の金型に対する品質要求、精密化要求、曲面の複雑さ要求の方面の要求がますます高くなるにつれて、各...
製造業の金型に対する品質要求、精密化要求...

プレス金型にはさまざまな形式があり、自動車金型メーカーはそれらを分類する方法を教えてくれます。プレス...
プレス金型にはさまざまな形式があり、自動...

プラスチック金型とは、圧縮成形、押出成形、射出、ブロー成形、低発泡成形のための組立式プラスチック金型...
プラスチック金型とは、圧縮成形、押出成形...

熱流路は射出成形生産に不可欠なものとなっている。プラスチック加工企業にとって、製品の成形に適した熱流...




扫描二维码添加微信










 s
s
 s
s
 s
s









