¡Bienvenido al sitio oficial de Dongguan Zeming, fábrica principal de moldes y productos de baquelita!

¡Bienvenido al sitio oficial de Dongguan Zeming, fábrica principal de moldes y productos de baquelita!


.jpg)
Ingresar palabras clave: Inyección de baquelita Inyección termoendurecible Inyección BMC Moldeo por inyección Moldes de baquelita
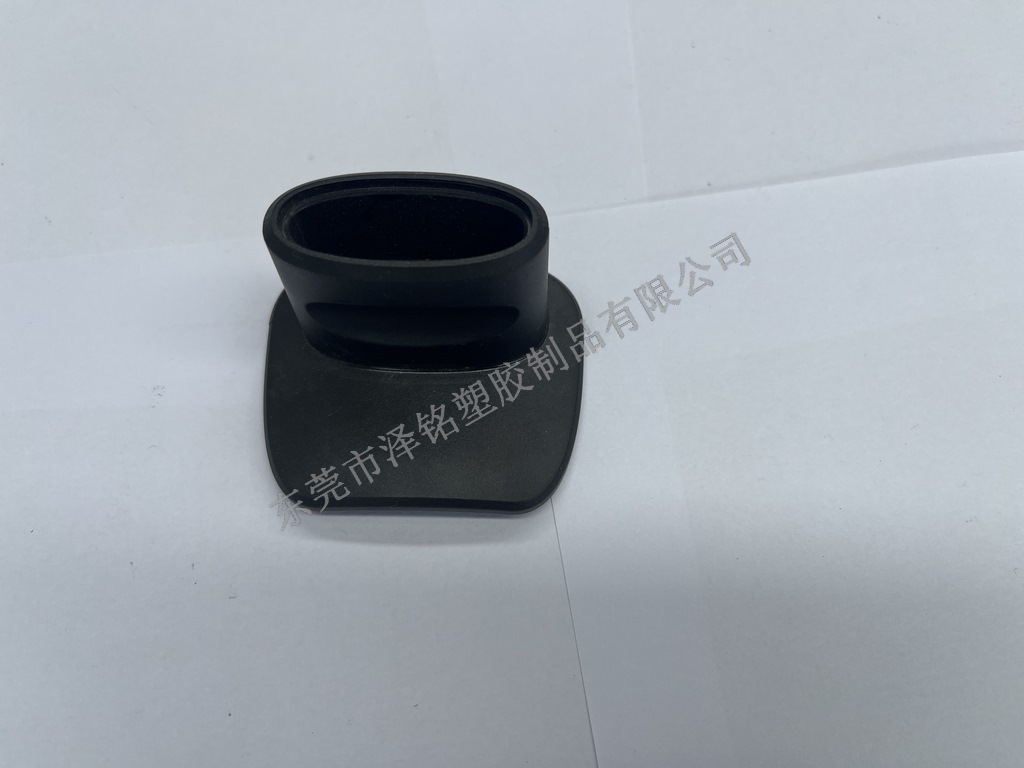
Productos Zeming cumplen estándares internacionales de calidad
Los aceros son totalmente importados según pedido, certificados ISO9001:2015, y tras pruebas de envejecimiento alcanzan más de 500 000 ciclos.

Zeming cuenta con equipos de inspección de alta precisión y robots automáticos. Control 2D/3D con tolerancia de 0.01 mm.

Las muestras se prueban en tres etapas de alta temperatura, alta presión, aislamiento y voltaje antes de producción en serie.

Zeming integra diseño, I+D, producción y ventas, ofreciendo más de 10 colores bajo estricto control de calidad para mejorar la apariencia.

Invitamos a clientes a inspección y control in situ
Más de 900 clientes atendidos


 s
s
 s
s
 s
s
Equipos de precisión importados, control de calidad riguroso

La fábrica incluye: I+D, departamento de moldes, secciones de termoendurecibles y termoplásticos, control de calidad y adquisiciones
Gestión de fábrica 6S, aprobada por marcas japonesas
Capacidad de I+D, personal central con más de 10 años de experiencia
Ver imágenes de la fábrica
Zeming posee sistema completo de gestión de calidad,Certificación ISO9001
Varios proveedores estables de materiales de alta calidad,Control estricto de calidad y costos de compra
Técnicos de producción con amplia experiencia,El 80 % tiene más de 3 años de experiencia
Consultas ahoraZeming cuenta con equipos de inspección de alta precisión y robots automáticos
Equipamiento completo 2D/3D para un control detallado de calidad
Visitar fábrica
Preventa: análisis estructural gratuito
Venta: seguimiento personalizado, estado de producción disponible
Postventa: soporte 24/7, solución en 8 horas
Solicitar posventaFábrica 6S de 2 pisos y más de 3 000 m², abierta a visitas

Fundada en 2001, con más de 20 años en I+D y producción de moldes y productos termoendurecibles/termoplásticos. Ubicada en Dongguan, con buena conexión, entorno favorable y suministro completo. Más de 100 empleados, equipo bien formado. Con los valores “cliente primero, calidad ante todo, mejora continua”, ofrecemos productos plásticos (baquelita) de alta calidad y servicio profesional. Esperamos colaborar con ustedes.
Ver másSeguimiento personalizado, producción bajo su control
Drawing review
01
Sign a contract
02
Mould design
03
Signing injection design
04
Mold assembly
05
Die trial production
06
Size check
07
Qualified delivery
08
Manufacturing process
09
Injection production
10Fábrica con 24 años de experiencia, clientes en todo el mundo
El plástico es un material que utiliza resina sintética de alto peso molecular como componente principal y se moldea en una cierta forma bajo ciertas condiciones (como temperatura, presión, etc.) y mantiene la forma sin cambios a temperatura ambiente.
De acuerdo con las propiedades de la superficie después del calentamiento, los plásticos se pueden dividir en dos categorías principales: plásticos termoestables y plásticos térmicos. El primero se caracteriza por endurecerse por una reacción química a una cierta temperatura, después de un cierto tiempo de calentamiento, presión o adición de un endurecedor. La estructura química del plástico endurecido cambia, la textura es dura, no se disuelve en disolvente, el calentamiento ya no se suaviza y se descompone si la temperatura es demasiado alta. Este último se caracteriza por un cambio de Estado después del calentamiento, suavizado o fundido de un sólido en un Estado de fluido viscoso, pero endurecido después del enfriamiento, y el proceso se puede repetir muchas veces, mientras que la estructura molecular del propio plástico no cambia.
Los plásticos se componen de resina sintética como materia prima básica y se añaden varios auxiliares, como rellenos, plastificantes, tintes y estabilizadores. Por lo tanto, debido a las diferentes propiedades, composición, proporción y proceso de producción de plásticos de diferentes variedades y marcas, su uso y características tecnológicas también son diferentes.
Lo mismo. Para ello, el diseño del molde debe comprender las características del proceso del plástico utilizado.
En la primera sección, los plásticos termostáticos comunes de los plásticos termostáticos son fenoles, poliésteres de aminoácidos (melamina, Urea - formaldehído), diacrílicos de polifenileno, etc. Se utiliza principalmente para moldeo por compresión, extrusión e inyección. La silicona, la resina epoxi y otros plásticos se utilizan principalmente como componentes electrónicos de encapsulamiento de extrusión de baja presión y moldeo por vertido.
I. características del proceso (1) después de que la pieza de plástico de contracción se extrae del molde y se enfría a la temperatura ambiente, la contracción dimensional se llama contracción. Debido a que la contracción no es solo la expansión térmica y la contracción fría de la resina en sí, sino que también está relacionada con varios factores de formación, la contracción de la pieza plástica después de la formación debe llamarse contracción de formación.
1. la contracción formal de la contracción de la formación se manifiesta principalmente en los siguientes aspectos:
(1) la contracción del tamaño de la línea de la pieza de plástico se debe a la expansión térmica y la contracción en frío, la recuperación elástica y la deformación plástica de la pieza de plástico al salir del molde hacen que la pieza de plástico se reduzca después de salir del molde y enfriarse a temperatura ambiente, por lo que debe considerarse una compensación en el diseño de la cavidad.
(2) cuando se forma la direccionalidad de contracción, las moléculas están dispuestas en la dirección, de modo que las piezas plásticas son isotrópicas, mientras que a lo largo de la dirección del flujo de materiales (es decir, la dirección paralela), la contracción es grande y la resistencia es alta, mientras que la dirección del ángulo recto con el flujo de materiales (es decir, la Dirección vertical) se reduce y la resistencia es baja. Además, debido a la distribución desigual de la densidad y el relleno en todas las partes de la pieza de plástico durante la formación, la contracción también es desigual. La diferencia de contracción hace que las piezas de plástico sean propensas a deformación, deformación y grietas, especialmente cuando se exprimieron e inyectaron, la directividad es más obvia. Por lo tanto, al diseñar el molde, se debe considerar la dirección de contracción para seleccionar la tasa de contracción de acuerdo con la forma de la pieza de plástico y la dirección del flujo.
(3) al formar la pieza de plástico de contracción posterior, debido a la influencia de factores como la presión de formación, el esfuerzo de cizallamiento, la heterogeneidad, la densidad desigual, la distribución desigual del relleno, la temperatura desigual del molde, el endurecimiento desigual y la deformación plástica, una serie de tensiones no pueden desaparecer por completo cuando se forma el Estado de tensión, por lo que hay tensiones residuales cuando se forma la pieza de plástico en el Estado de tensión. Cuando después del molde, debido a la influencia del equilibrio de la tendencia del estrés y las condiciones de almacenamiento, el estrés residual cambia y la pieza de plástico se retrae, lo que se llama retracción posterior. En general, las piezas de plástico cambian más dentro de las 10 horas posteriores al desmoldeo, y básicamente se finalizan después de 24 horas, pero la estabilidad final tarda 30 - 60 días. Por lo general, la contracción posterior de los plásticos termoplásticos es mayor que la del termoajuste, y la del moldeo por extrusión e inyección es mayor que la del moldeo por compresión.
(4) después del tratamiento, la contracción a veces las piezas de plástico se someten a tratamiento térmico después de la formación de acuerdo con los requisitos de rendimiento y proceso, y después del tratamiento, también puede causar cambios en el tamaño de las piezas de plástico. Por lo tanto, en el diseño del molde, las piezas de plástico de alta precisión deben considerar y compensar los errores de contracción posterior a la contracción y contracción posterior al tratamiento. 2. el cálculo de la tasa de contracción de la contracción de la formación de piezas de plástico se puede expresar por la tasa de contracción, como se muestra en la fórmula (1 - 1) y la fórmula (1 - 2).
(1 - 1) q real = (a - b) / B × 100 (1 - 2) q medidor = (c - b) / B × 100
En la fórmula: q tasa de contracción real - real (%)
Q - calcular la tasa de contracción (%)
A - tamaño unidireccional de la pieza de plástico a la temperatura de formación (mm)
B - tamaño unidireccional de las piezas de plástico a temperatura ambiente (mm)
C - tamaño unidireccional del molde a temperatura ambiente (mm)
La tasa de contracción real es la contracción real de la pieza de plástico, porque su valor es muy diferente de la contracción calculada, por lo que el diseño del molde utiliza q como parámetro de diseño para calcular el tamaño de la cavidad y el núcleo. 3. los factores que afectan el cambio de la tasa de contracción en la formación real no solo varían en la tasa de contracción de diferentes variedades de plástico, sino que también a menudo varían en los valores de contracción de diferentes lotes de la misma variedad de plástico o diferentes partes de la misma pieza de plástico. los principales factores que afectan el cambio de la tasa de contracción son los siguientes.
(1) cada tipo de plástico tiene su propio rango de contracción, y el mismo tipo de plástico también tiene diferentes tasas de contracción y heterogeneidad debido a los diferentes rellenos, pesos moleculares y proporciones.
(2) la forma, el tamaño, el espesor de la pared y la presencia o ausencia de incrustaciones de las piezas de plástico características de las piezas de plástico también tienen un gran impacto en el tamaño de la tasa de contracción.
(3) la superficie de separación y la dirección de presión del molde de estructura del molde, la forma, el diseño y el tamaño del sistema de vertido también tienen un mayor impacto en la tasa de contracción y la direccionalidad, especialmente en el moldeo por extrusión e inyección.
(4) los procesos de extrusión e inyección del proceso de formación generalmente tienen una gran tasa de contracción y una dirección obvia. La situación de precalentamiento, la temperatura de formación, la presión de formación, el tiempo de retención, la forma de relleno y la uniformidad del endurecimiento tienen un impacto en la tasa de contracción y la directividad.
El diseño del molde mencionado anteriormente debe considerar la selección de valores de tasa de contracción de acuerdo con el rango de tasa de contracción proporcionado en las instrucciones de varios plásticos, y de acuerdo con la forma, el tamaño, el espesor de la pared, si hay incrustaciones, la superficie de clasificación y la dirección de formación a presión, la estructura del molde y El tamaño y la ubicación de la forma de la entrada, el proceso de formación y otros factores. Para el moldeo por extrusión o inyección, a menudo es necesario seleccionar diferentes tasas de contracción de acuerdo con la forma, el tamaño y el espesor de la pared de cada parte de la pieza de plástico.
Además, la contracción de la formación también se ve afectada por varios factores de formación, pero depende principalmente de la variedad de plástico, la forma y el tamaño de las piezas de plástico. Por lo tanto, ajustar las condiciones de formación durante la formación también puede cambiar adecuadamente la contracción de las piezas de plástico.
Ii) liquidez
La capacidad del plástico para llenar la cavidad a cierta temperatura y presión se llama fluidez. Este es un parámetro de proceso importante que debe considerarse en el diseño del molde. La gran fluidez puede causar fácilmente desbordamiento excesivo, cavidad de llenado no densa, tejido suelto de piezas de plástico, acumulación separada de resina y relleno, fácil de pegar moldes, dificultad de desmontaje y limpieza, endurecimiento prematuro y otras desventajas. Sin embargo, si la liquidez es pequeña, el relleno es insuficiente, no es fácil de formar y la presión de formación es alta. Por lo tanto, la fluidez de la selección de plástico debe adaptarse a los requisitos de las piezas de plástico, el proceso de formación y las condiciones de formación. El diseño del molde debe considerar el sistema de vertido, la superficie de separación y la dirección de alimentación de acuerdo con las propiedades de flujo. La movilidad de los plásticos termoestables se expresa generalmente en términos de movilidad lasig (en milímetros). Los valores grandes son buenos para la movilidad, y cada variedad de plástico generalmente se divide en tres niveles diferentes de movilidad para diferentes piezas de plástico y procesos de formación. En general, cuando el área de las piezas de plástico es grande, hay muchas inserciones, el núcleo y las inserciones son delgados y débiles, y las formas complejas con ranuras estrechas y profundas y paredes delgadas no son buenas para el relleno, se deben utilizar plásticos con mejor fluidez. Al moldeo por extrusión, se deben seleccionar plásticos con una movilidad de lasig superior a 150 mm, y al moldeo por inyección se deben aplicar plásticos con una movilidad de lasig superior a 200 mm. Para garantizar la misma fluidez de cada lote de plástico, el método de lotes se utiliza comúnmente en la práctica para ajustarse, es decir, combinar la misma variedad de plástico con diferentes propiedades de liquidez, de modo que la fluidez de cada lote de plástico se compense entre sí para garantizar la calidad de las piezas de plástico. Los valores de liquidez lasig de los plásticos comunes se detallan en la Tabla 1 - 1, pero hay que señalar que, además de depender de la variedad de plásticos, la inyectabilidad de los plásticos a menudo se ve afectada por diversos factores al llenar la cavidad, lo que hace que la capacidad real del plástico para llenar la cavidad cambie. Por ejemplo, el tamaño del grano es fino y uniforme (especialmente los granos redondos), la humedad es alta, el contenido de agua y los compuestos volátiles son muchos, las condiciones de precalentamiento y formación son adecuadas, la superficie del molde tiene una buena limpieza y la estructura adecuada del molde es propicia para mejorar la fluidez. Por el contrario, las malas condiciones de precalentamiento o formación, la mala resistencia al flujo de la estructura del molde o el largo período de almacenamiento del plástico, el retraso, la alta temperatura de almacenamiento (especialmente para los plásticos aminérgicos), etc., pueden causar una disminución de las propiedades de flujo reales al llenar la cavidad del plástico y causar un relleno pobre.
(3) capacidad específica y tasa de compresión
La capacidad específica es el volumen ocupado por cada gramo de plástico (medido en centímetros 3 / g). La tasa de compresión es la relación entre el volumen o la capacidad específica del polvo de plástico y la pieza de plástico (su valor siempre es superior a 1). Todos ellos se pueden utilizar para determinar el tamaño de la Cámara de carga del molde. Su gran valor requiere un gran volumen de la Cámara de carga, lo que también indica que hay mucha inflación en el polvo de plástico, difícil escape, largo ciclo de formación y baja productividad. Si la capacidad específica es pequeña, es lo contrario, y es propicio para presionar y suprimir el lingote. La capacidad específica de varios plásticos se detalla en la Tabla 1 - 1. Sin embargo, el valor de la capacidad específica a menudo se equivoca debido al tamaño del grano y la desigualdad de las partículas del plástico.
(4) características de endurecimiento
Durante el proceso de formación, los plásticos termoestables se transforman en un Estado de flujo pegajoso plástico bajo presión de calentamiento, lo que aumenta la fluidez de la cavidad rellena, mientras que se produce una reacción de condensación, la densidad de enlace cruzado aumenta constantemente, la fluidez disminuye rápidamente y el material fundido se solidifica gradualmente. En el diseño del molde, los materiales que se endurecen rápidamente y mantienen un Estado de flujo corto deben prestar atención a facilitar la carga, cargar y descargar incrustaciones y elegir condiciones y operaciones de formación razonables para evitar el endurecimiento prematuro o el endurecimiento insuficiente, lo que resulta en una mala formación de las piezas de plástico.
La velocidad de endurecimiento se puede analizar generalmente en términos de tiempo de retención, que está relacionado con la variedad de plástico, el espesor de la pared, la forma de la pieza de plástico y la temperatura del molde. Sin embargo, también cambia debido a otros factores, especialmente relacionados con el Estado de precalentamiento. el precalentamiento adecuado debe mantener las condiciones que permitan al plástico mostrar la máxima fluidez y tratar de aumentar su velocidad de endurecimiento. en general, la temperatura de precalentamiento es alta, el tiempo de calentamiento (dentro del rango permitido) se acelera, y la velocidad de endurecimiento se acelera significativamente, especialmente si el blanco del lingote de prepresión se precalienta con alta frecuencia.
Además, si la temperatura de formación es alta y el tiempo de presión es largo, la velocidad de endurecimiento también aumenta. Por lo tanto, la velocidad de endurecimiento también se puede ajustar para controlar adecuadamente las condiciones de precalentamiento o formación.
La velocidad de endurecimiento también debe adaptarse a los requisitos del método de formación, por ejemplo, al inyectar y exprimir el moldeo, se debe exigir una reacción química lenta y un endurecimiento lento al plastificar y rellenar, y se debe mantener un Estado de flujo durante mucho tiempo, pero se debe endurecer rápidamente a alta temperatura y alta presión después de llenar la cavidad.
V) contenido de agua y materia volátil
Varios plásticos contienen diferentes grados de humedad y contenido de materia volátil, aumento de la liquidez, fácil desbordamiento, largo tiempo de retención, aumento de contracción, fácil de ondulación, deformación y otras desventajas, afectando las propiedades mecánicas y eléctricas de las piezas de plástico. Sin embargo, cuando los plásticos están demasiado secos, también puede causar dificultades para formar mala liquidez, por lo que los diferentes plásticos deben calentarse y secarse según sea necesario, y los materiales con fuerte absorción de humedad, especialmente en la temporada húmeda, incluso los materiales precalentados deben evitar la rehidratación.
Debido a que varios plásticos contienen diferentes componentes de agua y volátiles, mientras que la reacción de condensación debe producir agua condensada, estos componentes deben convertirse en moldes de descarga de gas en el momento de la formación, y algunos gases tienen un efecto corrosivo en el molde y un efecto irritante en el cuerpo humano. Para ello, en el diseño del molde se deben conocer diversas características de los plásticos y se deben tomar las medidas correspondientes, como precalentamiento, cromado del molde, apertura de la ranura de escape o proceso de escape en la formación.
2. características de formación
En el diseño del molde, se deben dominar las características de formación del plástico utilizado y las características del proceso durante la formación.
1. las características del proceso de los plásticos termoestables de uso común se muestran en la Tabla 1 - 1.
2. las características de formación de los plásticos termoestables de uso común se muestran en la Tabla 1 - 2. Además de las diversas variedades de plástico, las diversas características de formación de plástico también están relacionadas con las variedades de relleno y el tamaño de las partículas y la uniformidad de las partículas. El material fino tiene una buena fluidez, pero el precalentamiento no es fácil de igualar, el aire cargado no es fácil de descargar, la transferencia de calor es mala y el tiempo de formación es largo.
Las piezas de plástico gruesas no son brillantes y son propensas a la desigualdad superficial. El exceso de grosor y finura también afecta directamente el volumen específico y la tasa de compresión, así como el volumen de la Cámara de alimentación del molde. Si las partículas son desiguales, la formabilidad no es buena, el endurecimiento es desigual y, al mismo tiempo, no es apropiado utilizar el método de capacidad para agregar.
Precauciones para la aplicación del sistema de flujo de calor en la fábrica de moldes de plástico de Guangdong
¿En el diseño y fabricación de moldes plásticos, algunos moldes requieren el uso de sistemas de corredores de calor, ¿ a qué se debe prestar atención al usar corredores de flujo?
Precauciones para la aplicación del sistema de flujo de calor en la fábrica de moldes de plástico de Guangdong
1. el canal pasa por el calentamiento externo y se considera eliminar el punto caliente del diseño (por ejemplo, cuatro calentadores colocados simétricamente alrededor del canal de flujo).
2. para que el tubo se caliente correctamente, utilice al menos 50 vatios por pulgada cúbico de acero, y el calentador se distribuye uniformemente en el tubo.
3. el canal del maniquí es de al menos 0,50 pulgadas (12,7 mm). La fabricación de piezas grandes y largas longitudes de flujo requiere un diámetro mayor.
4. cada canal debe diseñarse como aerodinámico, sin ángulos muertos de suspensión y descomposición de materiales. Hay un enchufe convexo en la esquina.
5. para mantener la consistencia de la temperatura, se recomienda utilizar el control de temperatura proporcional al voltaje.
6. la boca de la olla debe ser corta y recta, más de 6 pulgadas de largo, y establecer dos áreas de control de temperatura.
7. la Junta de división del múltiple y la boquilla de punzonado están adecuadamente aisladas de la placa de acero de compresión. Hay un hueco de aire de 0,03 pulgadas (0,79 mm) entre ambos para reducir las conexiones de la superficie metálica y sostener las juntas con acero inoxidable o titanio.
8. el tubo de inyección tiene un calentador externo que alcanza o supera al menos el agujero del molde.
9. cada puerto de inyección tiene un controlador de sellado separado.
10. la temperatura de fusión de la resina del tubo de múltiples y punzonado es la misma que la temperatura de fusión del tubo.
11. el sistema de canal de materiales de aislamiento térmico no es adecuado para plásticos térmicos de ingeniería.
12. para la resina ultem, el área de molde inherente producirá rayas en la producción, por lo que es necesario saber qué sistema especial de corredor de calor de puerta de válvula es necesario usar.
Control de temperatura del molde en la fábrica de moldes de plástico de Guangdong
En el proceso de producción de la fábrica de moldes plásticos, el control adecuado de la temperatura de la superficie del núcleo y la cavidad es crucial para la producción de piezas. Ahora veamos cómo puedo controlar la temperatura del molde de plástico.
Para controlar de forma independiente la mitad de la temperatura del molde, generalmente se necesitan áreas dobles o controladores separados. Para prolongar el tiempo de ciclo y controlar eficazmente las tolerancia de los componentes, el control unificado de la temperatura del molde es crucial. Para los núcleos huecos o de gran tamaño, se recomienda generalmente mantener la diferencia de temperatura del acero por debajo de 20f (- 7c) y las piezas pequeñas por debajo de 5F (- 15c). Cuanto más estricto sea el control, mayor será la libertad de procesamiento. Canales de enfriamiento de más de 12,7 mm (1 / 2 pulgadas), de 38 a 50,8 mm (1 - 1 / 2 pulgadas a 2 pulgadas), 1 / 2 pulgadas más huecos que la superficie del núcleo. El ajuste de temperatura correcto hace que la superficie del molde se caliente uniformemente. Las enormes diferencias de temperatura en la superficie del molde provocan diferentes velocidades de enfriamiento, lo que resulta en tensiones de inyección en la producción. Por la misma razón, la diferencia de temperatura entre el núcleo y la cavidad generalmente no supera los 40f (22c).
El molde de plástico Dongguan es una herramienta compacta que tiene una forma desordenada y soporta la fuerza expansiva del blanco. Por lo tanto, hay altos requisitos para la resistencia estructural, la rigidez, la dureza general, la rugosidad general y la precisión de mecanizado. El aumento de los moldes de plástico en Dongguan es uno de los símbolos importantes del grado de fabricación mecánica, con ciclos largos y altos costos de procesamiento (especialmente los costos de fabricación y procesamiento de moldes de plástico compactos y desordenados o grandes moldes de plástico).
Después de un funcionamiento a largo plazo, el molde de plástico de Dongguan se Pule y es afilado, y las cuchillas afiladas se desmagnetizan, lo que no puede ser magnético, de lo contrario es fácil causar obstrucción. Las empresas operadoras de moldes de plástico deben hacer registros detallados, contar su operación, mantenimiento (lubricación, limpieza, antióxido) y el medio ambiente dañado, y proporcionar información de acuerdo con las piezas dañadas y el grado de desgaste para su búsqueda y uso. Los datos y los parámetros del proceso de formación de los moldes y materiales plásticos utilizados en el producto acortan el tiempo de operación de prueba de los moldes plásticos y mejoran la eficiencia de la producción cruzada.
El molde de plástico combinado Dongguan está compuesto por moldeo por compresión, moldeo por extrusión, moldeo por inyección, moldeo por soplado y baja espuma. El molde de plástico incluye principalmente una cavidad combinada con la placa inferior del molde Cóncavo y una placa de compresión combinada con el componente del molde Cóncavo y el molde cóncavo. La cóncava es un punzón de núcleo variable que consta de una placa inferior combinada de punzón, una parte de punzón, una placa de punzón combinada de punzón, una parte de corte de cavidad y una placa combinada de corte lateral.
Los cambios coordinados en los sistemas de punzonado, cóncava y formación asistida permiten mecanizar una serie de piezas de plástico de diferentes formas y tamaños. En la industria de procesamiento de plástico, se utiliza con máquinas de moldeo de plástico para proporcionar equipos completos y cuchillos para productos plásticos. Debido a la diversidad de plásticos y métodos de procesamiento, así como la estructura desordenada y simple de las máquinas de moldeo de plástico y los productos plásticos, los tipos y estructuras de los moldes de plástico de Dongguan también son diversos.
La elección del acero para moldes plásticos en guangdong, los moldes plásticos no tienen Acero fundido "universal", pero el acero P - 20 se considera acero multipropósito industrial. El siguiente pequeño tejido presenta el acero P - 20, que se endurece previamente al Estado RC 30 - 32, que es muy duro, pero también es bastante fácil de procesar. Cuando el tamaño de la cavidad supera los 12 × 12 × 12 pulgadas, el acero P - 20 a considerar es un ciclo de molde de 500.
Selección e introducción del acero para moldes de plástico de Guangdong
Al fabricar moldes de acero para moldes plásticos, se necesitan deslizadores, elevadores, otros pernos inclinados y piezas móviles. Se recomienda hacer de acero de varias aleaciones y dureza para reducir el desgaste o el desgaste de alta adherencia. Los métodos comunes para fabricar moldes de acero para moldes plásticos grandes son el uso de deslizadores o elevadores de acero H - 13 tratados térmicamente a la dureza rc50 - 52, o el uso de superficies de acero de fricción parcial con dureza en el rango RC 55 - RC 58.
Ubicación correcta de la puerta del acero del molde de plástico de Guangdong
Los diseñadores no solo deben prestar especial atención al diseño y cálculo de productos plásticos, sino también al diseño de la puerta del molde. Asegúrese de elegir el sistema de puerta correcto y el número y la ubicación de la vía principal. Los diferentes tipos y ubicaciones de las puertas pueden tener un gran impacto en la calidad del producto.
La selección de la ubicación de la puerta determina las siguientes características del producto plástico:
1. es el comportamiento de relleno;
2. es el tamaño del producto (tolerancia);
3. es una acción de contracción, distorsionada;
4. es el nivel de rendimiento de la máquina;
5. es la calidad de la superficie (apariencia).
Si el diseñador elige la puerta equivocada, los resultados rara vez se modifican en la optimización de los parámetros de procesamiento al moldear. Por lo tanto, los ingenieros de diseño tienen plenamente en cuenta la ubicación de la puerta.
¿¿ cuál es el molde de prueba del acero del molde de plástico de guangdong?
Los moldes experimentales, también conocidos como moldes blandos y moldes de bajo costo, proporcionan componentes prefabricados que cumplen con los requisitos de investigación de alcalde / mercado, fabricación y montaje, y propiedades importantes relacionadas con el tamaño. Ofrece a los diseñadores la oportunidad de evaluar funciones poco comunes. Todos los procesos de fundición y galvanoplastia ya requieren moldes de plástico de Guangdong replicables, y la calidad y durabilidad de los moldes de plástico de Guangdong dependen del proceso de procesamiento.
La producción de acero para moldes de plástico en Guangdong es inferior a 100, y otros moldes pueden alcanzar varios. Qué método se utiliza determina el costo y el tiempo del proyecto. En el acero de molde de plástico de Guangdong se pueden obtener algunos materiales de molde importantes, que se pueden utilizar oficialmente para la producción de moldes en el futuro. Sin embargo, las propiedades térmicas y otras características del acero para moldes plásticos de Guangdong son a menudo diferentes de las del molde de producción, por lo que no se pueden esperar parámetros de procesamiento y propiedades de fabricación completamente consistentes con la producción real.
¿¿ saben lo que es probar el molde en el molde de plástico ahora? Espero que lo anterior ayude a todos.
El moldeo por inyección en la planta de moldeo por inyección es el método de procesamiento utilizado en la producción en masa de piezas complejas de forma específica. En particular, se refiere a la inyección de materiales calentados y derretidos en la cavidad del molde desde alta presión para obtener el producto formado después de la solidificación por enfriamiento.
¿¿ cómo se ajusta la temperatura de la planta de moldeo por inyección?
1. la temperatura que debe controlarse en el proceso de moldeo por inyección de temperatura de la planta de moldeo por inyección, la temperatura de la boquilla, la temperatura del molde, etc. Las dos primeras temperaturas afectan principalmente la plastificación y el flujo del plástico, y la siguiente temperatura afecta principalmente el flujo y el enfriamiento del plástico. Cada plástico tiene una temperatura de flujo diferente. El mismo plástico tiene diferentes fuentes o marcas comerciales, por lo que la temperatura de flujo y la temperatura de descomposición son diferentes. Esto se debe a que el peso molecular promedio y la distribución del peso molecular son diferentes. Los plásticos también tienen diferentes procesos de plastificación y diferentes temperaturas de selección según el tipo de jeringa. 2. la temperatura de la boquilla 3360 suele ser ligeramente inferior a la temperatura, que es para evitar que pueda ocurrir un "fenómeno de babeo" de material fundido en la boquilla directa. La temperatura de la boquilla tampoco debe ser demasiado baja. De lo contrario, la solidificación temprana del derretimiento causará el bloqueo de la boquilla o el coágulo temprano se inyectará en la cavidad del molde, lo que afectará el rendimiento del producto. 3. la temperatura del molde 3360 tiene un gran impacto en el rendimiento interno y la calidad aparente del producto. El nivel de temperatura del molde depende de si hay cristalización de plástico, tamaño y estructura del producto, requisitos de rendimiento y otras condiciones del proceso (temperatura de fusión, velocidad y presión de inyección, ciclo de moldeo, etc.).
¿¿ cómo se controla la presión en la planta de moldeo por inyección?
La presión en el proceso de moldeo por inyección de la planta de moldeo por inyección incluye la presión de plastificación y la presión de inyección, que afectan directamente la plastificación del plástico y la calidad del producto.
1. cuando la presión de plastificación (contrapresión) utiliza una jeringa tipo tornillo, la presión a la que se somete el material fundido en la parte superior del tornillo cuando el tornillo gira hacia atrás se llama presión de plastificación (también conocida como contrapresión). El tamaño de esta presión se puede ajustar a través de la válvula de desbordamiento del sistema hidráulico. El tamaño de la presión de plastificación en la inyección debe variar en función del diseño del tornillo, los requisitos de calidad del producto y el tipo de plástico. Si esta situación y la velocidad del tornillo no cambian, el aumento de la presión de plastificación aumentará la acción de corte y aumentará la temperatura de fusión, pero la eficiencia de la plastificación disminuirá, la contracorriente y la salida aumentarán, y la fuerza motriz aumentará.
Además, el aumento de la presión de plastificación hará que la temperatura de fusión sea uniforme, los tonos se mezclen uniformemente y se descargue el gas en la fusión. En el trabajo general, la determinación de la presión de plastificación bajo la premisa de la excelente calidad del producto, cuanto menor sea, mejor. Las cifras específicas dependen del tipo de plástico que se utilice, pero generalmente rara vez se superan los 20 kilogramos por centímetro cuadrado.
2. presión de inyección: en la producción actual, la presión de inyección de casi todas las máquinas de inyección se basa en la presión ejercida por el plástico en la parte superior del pistón o tornillo (convertida en presión en euros). El papel de la presión de inyección en el moldeo por inyección es superar la resistencia al flujo del plástico desde la cavidad, proporcionar la velocidad de llenado del derretimiento y comprimir el derretimiento.
El molde de plástico de moldeo por inyección es una herramienta compacta, con forma desordenada y soportando la fuerza de expansión del blanco. Por lo tanto, hay altos requisitos para la resistencia estructural, la rigidez, la dureza general, la rugosidad general y la precisión de mecanizado. El aumento de los moldes de plástico para el procesamiento por inyección es uno de los símbolos importantes de la fabricación mecánica, con ciclos largos y altos costos de procesamiento, especialmente los costos de fabricación y procesamiento de moldes de plástico compactos y desordenados o grandes moldes de plástico.
¿Procesamiento por inyección: ¿ qué herramientas utilizan principalmente los moldes de plástico?
Después de una operación a largo plazo, el molde de plástico se vuelve afilado y la desmagnetización de la cuchilla afilada no se puede magnetizar, de lo contrario es fácil causar obstrucción. Las empresas de moldes plásticos deben hacer registros detallados, contar su operación, mantenimiento (lubricación, limpieza, antióxido) y daños al medio ambiente, y proporcionar información en función de la parte dañada y el grado de desgaste para su búsqueda y uso. Los datos de los materiales utilizados en los moldes y productos plásticos y los parámetros del proceso de formación pueden acortar el tiempo de operación de prueba de los moldes plásticos y mejorar la eficiencia de la producción cruzada.
El molde de plástico combinado se compone de moldeo por compresión, moldeo por extrusión, moldeo por inyección, moldeo por soplado y baja espuma. El molde de plástico incluye principalmente una cavidad combinada con la placa inferior del molde Cóncavo y una férula combinada con el componente del molde Cóncavo y el molde cóncavo. El molde Cóncavo es un punzón de núcleo variable, que consta de una placa inferior combinada de punzón, un componente de punzón, una férula combinada de punzón, un componente de corte de cavidad y una placa combinada de corte lateral.
A través de cambios coordinados en los punzones, moldes y sistemas de moldeo asistido, se puede mecanizar una serie de piezas de plástico de diferentes formas y tamaños. En la industria de procesamiento de plástico, se combina con máquinas de moldeo de plástico para proporcionar equipos y herramientas completas para productos plásticos. Dongguan tiene varios tipos y estructuras de moldes de plástico debido a la diversidad de plásticos y métodos de procesamiento, así como el caos y la estructura simple de las máquinas de moldeo de plástico y los productos de plástico.
Procesamiento por inyección: precauciones en el procesamiento de moldes plásticos
1. los moldes de plástico producidos cumplen con los estándares de los clientes, los dibujos se producen estrictamente de acuerdo con los requisitos de los dibujos, y la precisión de procesamiento de los moldes de inyección debe mejorarse en la medida de lo posible para que los clientes estén más satisfechos.
2. preste atención a completar los requisitos de producción de los clientes a tiempo y no retrase la entrega. Por el contrario, se debe lograr una respuesta rápida, una producción rápida y una entrega rápida en la medida de lo posible.
3. preste atención al mantenimiento del molde de plástico, especialmente el mantenimiento de la superficie exterior del blanco del molde, sin defectos, polvo, corrosión, etc. Y mantenerlo limpio.
4. después de completar el procesamiento del molde de plástico, preste atención al mantenimiento del molde de plástico. La superficie del molde está limpia y se mantiene limpia.
5. al entregar y aceptar el molde de plástico, se aceptará uno por uno de acuerdo con el proceso estándar y los formularios de aceptación relacionados. Después de pasar la aceptación, el molde se puede empaquetar y quitar.
6. todos los moldes de plástico tienen claro su material en el momento de la producción. Hay una lista de certificados de calidad de materiales, y algunos materiales especiales deben tener informes de parámetros de procesamiento relevantes. Si algunas meninges duras tienen informes de tratamiento térmico, el proceso de procesamiento del molde de inyección hará más con menos.
7. cualquier pieza de revestimiento o molde en el molde de plástico sigue estrictamente el proceso de producción durante el procesamiento y no se puede soldar ni pulir sin permiso.
8. agregue la ranura de escape en la posición adecuada alrededor del producto del molde de plástico, y las especificaciones de la ranura de escape deben seguir estrictamente los requisitos y estándares del diseñador del molde.
9. si es necesario grabar en un molde de plástico, asegúrese de que todas las palabras sean ordenadas y correctas, y no deben torcerse.
A medida que la industria manufacturera requiere cada vez más requisitos de calidad, requisitos de precisión y requisitos de complejidad de la superficie curva para los moldes, las principales fábricas de moldes de plástico de Dongguan también tienen mayores requisitos para sus propios diseñadores de moldes. En este contexto, es necesario que los diseñadores de moldes participen en cursos de capacitación en diseño de moldes, especialmente con la popularización del diseño de moldes ug y la actualización del software ug, es muy necesario que los diseñadores de moldes participen en cursos de capacitación en diseño de moldes ug.
Por un lado, debido a los requisitos de su propia fábrica de moldes, los diseñadores de moldes deben encontrar formas de mejorar su capacidad de diseño de moldes para diseñar moldes de plástico más competitivos para satisfacer las necesidades de varios clientes de moldes de plástico de diversas formas.
Por otro lado, los diseñadores de moldes solo pueden mejorar el nivel de diseño de moldes de plástico enriqueciéndose constantemente, y pueden diseñar moldes de plástico más precisos, de mejor calidad y con una complejidad de superficie más acorde con los requisitos de los clientes.
Por otro lado, con el desarrollo continuo de la industria del diseño de moldes, si el diseñador de moldes no estudia duro, será difícil para él encontrar espacio vital en la competencia de la industria, y la eliminación será tarde o temprano.
Por lo tanto, ya sea para los requisitos de los clientes, los requisitos de las fábricas de moldes de plástico o para mejorarse a sí mismos, los diseñadores de moldes deben participar activamente en cursos de formación de moldes ug. (guardián lun)
Hay muchas formas de moldes de estampado, y los fabricantes de moldes automotrices vienen a decirles cómo clasificarlos. Los moldes de estampado también se clasifican de acuerdo con las características de trabajo, la estructura del molde y el material del molde.
I. Los fabricantes de moldes automotrices clasifican según el grado de combinación de procesos
R. punzonado de un solo proceso: punzonado que solo completa un proceso de estampado en un viaje de la prensa.
Molde compuesto: en un golpe de la prensa, solo una estación de trabajo y dos o más procesos de estampado se completan en la misma estación de trabajo.
C. molde progresivo (también conocido como molde continuo): un molde con dos o más estaciones de trabajo en la dirección de alimentación del blanco, en el que dos o más procesos de estampado se completan uno tras otro en diferentes estaciones de trabajo durante un viaje de la prensa.
2. los fabricantes de moldes automotrices se clasifican por métodos de procesamiento de productos de moldes
Según los diferentes métodos de procesamiento, los moldes se pueden dividir en cinco categorías principales: moldes de estampado y corte, moldes de flexión, moldes de estiramiento, moldes de formación y moldes de compresión.
R. punzonado y molde de corte: el trabajo se realiza a través de la acción de Corte. las formas comunes son el molde de corte, el molde de caída, el molde de punzonado, el molde de corte, el molde de borde entero, el molde de agujero de tracción y el molde de punzonado.
B. molde de flexión: el blanco plano se dobla en forma de esquina. Dependiendo de la forma, precisión y producción de la pieza, hay muchos tipos diferentes de moldes, como moldes de flexión ordinarios, moldes de flexión de levas, moldes de borde enrollado, moldes de flexión de arco, moldes de estampado de flexión y moldes de torsión.
C. molde de estiramiento: el molde de estiramiento es un recipiente sin fisuras que convierte el blanco plano en un fondo.
D. molde de formación: se utilizan varios métodos de deformación local para cambiar la forma del blanco, incluyendo molde de expansión, molde de formación de borde rodante, molde de formación de contracción, molde de formación de brida de agujero y molde de formación de borde redondo.
E. troquelado: utiliza una fuerte presión para que el blanco metálico fluya y se deforme en la forma requerida, y sus tipos incluyen Troquelado de extrusión, Troquelado de estampado, Troquelado de estampado y troquelado final.
Los moldes de plástico son la abreviatura de moldes de plástico ensamblados para moldeo por compresión, moldeo por extrusión, inyección, moldeo por soplado y moldeo por espuma baja. ¡Se compone principalmente de un sustrato combinado cóncavo, un sustrato combinado Cóncavo y una combinación cóncava, que consta de una placa de compresión con cavidad variable, un sustrato combinado convexo, un sustrato combinado convexo, una placa de compresión combinada convexo, una unidad de corte de cavidad y una placa de combinación de corte lateral. a través de los cambios coordinados del molde convexo, el molde Cóncavo y el sistema de formación auxiliar, se pueden procesar series de diferentes formas y tamaños. entonces, ¡ conozcamos la estructura y composición del molde de plástico de Guangdong juntos a continuación! Para mejorar las propiedades del plástico, se añaden varios materiales auxiliares al polímero, como rellenos, plastificantes, lubricantes, estabilizadores y colorantes, para que se convierta en un plástico con buenas propiedades.
1. la resina sintética es el componente principal del plástico, y su contenido en el plástico es generalmente del 40% al 100%. Con un alto contenido, la naturaleza de la resina a menudo determina la naturaleza del plástico, por lo que la resina a menudo se considera sinónimo de plástico. Por ejemplo, se confunde la resina de cloruro de polivinilo con los plásticos de cloruro de polivinilo, la resina PF y los plásticos PF. De hecho, la resina y el plástico son dos conceptos diferentes.
La resina es el polímero original sin procesar, no solo la fabricación de plástico, sino también la materia prima de recubrimientos, adhesivos y fibras sintéticas. Por otro lado, además de que una pequeña parte de los plásticos contiene 100% de resina, la mayoría de los plásticos necesitan agregar otras sustancias además de la resina, el ingrediente principal.
2. el relleno de relleno, también conocido como relleno, puede mejorar la resistencia y resistencia al calor del plástico y reducir los costos. Por ejemplo, la adición de polvo de madera a la resina PF puede reducir drásticamente los costos, haciendo de los plásticos PF uno de los plásticos más baratos, al tiempo que puede aumentar significativamente la resistencia mecánica. Hay dos tipos de rellenos: rellenos orgánicos e inorgánicos, el primero es polvo de madera, trapos, papel, varias fibras textiles, etc., y el segundo es fibra de vidrio, diatomita, amianto, negro de carbono, etc.
3. el Plastificante aumenta la plasticidad y suavidad del plástico, reduce la fragilidad y facilita el procesamiento y la formación del plástico. Los plastificantes generalmente se mezclan con resina, compuestos orgánicos de alto punto de ebullición no tóxicos, no malolientes, resistentes al calor y estables, y los ftalatos se utilizan comúnmente. Por ejemplo, al fabricar plásticos de pvc, agregar más plastificantes puede obtener plásticos de PVC blandos, pero no agregar plastificantes o reducir la cantidad añadida.
4. los estabilizadores son para evitar que la resina sintética se descomponga y destruya por la acción de la luz y el calor en el procesamiento y uso, prolongar la vida útil y agregar estabilizadores al plástico. Los comunes son los estetanos, la resina epoxi, etc.
5. los colorantes pueden hacer que los plásticos tengan varios colores brillantes y hermosos. Como colorantes, a menudo se utilizan tintes orgánicos y pigmentos inorgánicos.
6. la función del lubricante es evitar que el plástico se adhiera al molde durante la formación, al tiempo que hace que la superficie del plástico sea lisa y hermosa. Los lubricantes comunes son el ácido esteárico y sus sales de calcio y magnesio. Además de los aditivos anteriores en el plástico, también se pueden agregar retardantes de llama, espumantes, antiestáticos, etc.
La formación de moldes de plástico de Guangdong es un método de procesamiento utilizado en la producción en masa de piezas con formas complejas. El principio específico es promover la alta presión con un tornillo de la máquina de moldeo por inyección, poner el material plástico derretido por el calor en la Cámara del molde de plástico, enfriar y solidificar, y obtener el producto de moldeo de plástico.
Lo anterior es la estructura y composición del molde de plástico de guangdong. el molde de plástico consta de dos partes: el molde móvil y el molde fijo. el molde móvil se instala en el molde móvil de la máquina de moldeo por inyección, y el molde fijo se instala en el molde fijo de la máquina de moldeo por inyección. El molde móvil y el molde fijo se cierran durante el moldeo por inyección, formando un sistema de vertido y una cámara, y el molde móvil y el molde fijo se separan al abrir el molde para extraer los productos plásticos.
El corredor de calor se ha convertido en indispensable en la producción de moldeo por inyección. ¡Para las empresas de procesamiento de plástico, elegir un corredor de calor adecuado para la formación de productos y dominar el uso correcto del corredor de calor es la clave para beneficiarse del corredor de calor, entonces, ¡ echemos un vistazo al papel del corredor de calor en el diseño del molde de plástico dongguan!
El corredor de calor (hrs), también conocido como tangkou, convierte la boquilla curada en una boquilla fundida. Su composición es relativamente simple, el molde de plástico de Dongguan incluye principalmente placa de desviación, boquilla térmica, controlador de temperatura, etc. Entre ellos, la placa de desviación se puede dividir en forma i, forma x, forma y, forma t, forma de boca y otras formas especiales de acuerdo con la forma; La boquilla térmica se divide en boca de agua grande, boquilla frontal y boquilla de válvula de aguja de acuerdo con la forma; El controlador de temperatura se divide en tipo núcleo de reloj, tipo Caja y tipo de control centralizado por computadora de acuerdo con el método de ajuste de temperatura.
En el procesamiento de moldes de plástico de dongguan, el uso combinado de corredores de calor y moldes juega un papel muy importante. Por ejemplo, en la producción de inyección de componentes ultrafinos como tapas de baterías de teléfonos móviles, el uso de corredores de calor puede hacer que el moldeo por inyección muy difícil sea más simple para la producción de materias primas de inyección con poca fluidez de productos de alta precisión y alta calidad, como lcp, que puede mejorar significativamente la fluidez de las materias primas y garantizar el buen funcionamiento de la producción de inyección para productos de inyección a gran escala como parachoques de automóviles, paneles de puertas, carcasas traseras de televisión y carcasas de aire acondicionado.
En el moldeo por inyección de molde de cavidad múltiple, si el flujo de calor es insuficiente, no se puede formar. Se puede decir que el canal de flujo de calor es una tecnología para garantizar el equilibrio del canal de flujo. Debido a que el plástico tiene una fuerza de corte en el canal de flujo, no importa cuánto equilibrio geométrico razonable tenga el molde, el peso del producto formado es difícil de coincidir. Especialmente en el caso de moldes multicavidad, si no se utilizan corredores de calor, el exterior del producto formado será más ligero que el Interior.
Para las empresas de procesamiento de plástico, siempre que haya un cierto lote de producción de moldeo por inyección, el uso de corredores de calor es bastante económico. Esto se debe a que los corredores de calor ayudan a las empresas a eliminar las salidas de agua a través de la producción por inyección. En la mayoría de los casos, la boquilla no se puede reutilizar. A veces, el peso de la boquilla es similar al peso del producto, y si se utiliza el método tradicional de inyección de la boquilla, significa que hay materias primas tan inútiles como las materias primas utilizadas en el producto. Se estima que el uso de corredores de calor puede ahorrar entre un 30% y un 50% de las materias primas.
Además, el corredor de calor también ayuda a reducir el desgaste del molde y prolongar la vida útil del molde. En términos generales, la vida útil de los moldes de flujo de calor es el doble que la de los moldes de salida de agua fina.
La estructura del corredor de calor es relativamente simple, pero sus componentes juegan un papel importante. Por lo general, los corredores de calor de buena calidad requieren un alto diseño estructural y materiales. En cuanto a los corredores de calor agudos, todos los calentadores y líneas de detección de temperatura utilizados se importan de Corea del sur, y el Acero utilizado es material importado de japón, que es un requisito previo para garantizar la calidad de los corredores de calor. Los proveedores de corredores de calor también deben ayudar a los clientes a diseñar e instalar sistemas de corredores de calor adecuados en función de los productos plásticos de los clientes y los moldes utilizados.
Cuando el panel de la puerta utiliza material pp, generalmente se puede utilizar una placa de desviación en forma de y y tres canales de flujo térmico de tres puntos de boquilla térmica. este esquema reduce en gran medida los costos de fabricación sobre la base de garantizar la calidad de la formación del producto. Cuando el panel de la puerta utiliza material ABS ignífugo, para garantizar la formación sin problemas del producto, se necesitan cinco corredores de calor, una placa de desviación especial y cinco boquillas térmicas.
¡Lo anterior es el papel del canal de calor en el diseño del molde de plástico de dongguan. ¡ si necesita saber más, puede contactarnos en cualquier momento!

El plástico es un material que utiliza resina sint...
El plástico es un material que...
Precauciones para la aplicació...
El molde de plástico Dongguan ...
El plástico es un ma...
El plástico es un ma...
Precauciones para la...
El molde de plástico...

Precauciones para la aplicación del sistema de flu...
El plástico es un material que...
Precauciones para la aplicació...
El molde de plástico Dongguan ...
Precauciones para la...
El plástico es un ma...
Precauciones para la...
El molde de plástico...

El molde de plástico Dongguan es una herramienta c...
El plástico es un material que...
Precauciones para la aplicació...
El molde de plástico Dongguan ...
El molde de plástico...
El plástico es un ma...
Precauciones para la...
El molde de plástico...

La elección del acero para moldes plásticos en gua...
El plástico es un material que...
Precauciones para la aplicació...
El molde de plástico Dongguan ...
La elección del acer...
El plástico es un ma...
Precauciones para la...
El molde de plástico...

El moldeo por inyección en la planta de moldeo por...
El plástico es un material que...
Precauciones para la aplicació...
El molde de plástico Dongguan ...
El moldeo por inyecc...
El plástico es un ma...
Precauciones para la...
El molde de plástico...
El molde de plástico de moldeo por inyección es un...
El plástico es un material que...
Precauciones para la aplicació...
El molde de plástico Dongguan ...
El molde de plástico...
El plástico es un ma...
Precauciones para la...
El molde de plástico...

A medida que la industria manufacturera requiere c...
El plástico es un material que...
Precauciones para la aplicació...
El molde de plástico Dongguan ...
A medida que la indu...
El plástico es un ma...
Precauciones para la...
El molde de plástico...

Hay muchas formas de moldes de estampado, y los fa...
El plástico es un material que...
Precauciones para la aplicació...
El molde de plástico Dongguan ...
Hay muchas formas de...
El plástico es un ma...
Precauciones para la...
El molde de plástico...

Los moldes de plástico son la abreviatura de molde...
El plástico es un material que...
Precauciones para la aplicació...
El molde de plástico Dongguan ...
Los moldes de plásti...
El plástico es un ma...
Precauciones para la...
El molde de plástico...

El corredor de calor se ha convertido en indispens...
El plástico es un material que...
Precauciones para la aplicació...
El molde de plástico Dongguan ...
El corredor de calor...
El plástico es un ma...
Precauciones para la...
El molde de plástico...




扫描二维码添加微信